德國原裝進口螺柱焊機代理 上海悅仕焊接技術有限公司
專注德國HBS Soyer(索亞)螺柱焊機銷售與售后維修服務
字號:T | T
不少朋友對儲能式螺柱焊存在一種比較片面的認識:
“儲能式螺柱焊的焊接強度沒有拉弧式螺柱焊接強度高,所以儲能式焊接不牢。”
產生這種認識的原因可能有兩種:
第一種,是對焊接強度的不全面理解(少數);
第二種,是因為使用過焊接質量不穩定的螺柱焊機,并且頻繁遇到掉釘問題,從而對儲能式螺柱焊技術產生了不信任感(大多數)。
下面我們通過一組實際焊接效果圖告訴您,在薄板焊接時:
1. 儲能式螺柱焊的焊接效果完全滿足要求;
2. 儲能式螺柱焊的焊接效果要優于拉弧式螺柱焊。
板材規格:厚度為2mm的304不銹鋼板
螺柱規格:M8 不銹鋼螺柱
儲能式螺柱焊:對板材厚度的最低要求為螺柱直徑的1/10
拉弧式短周期螺柱焊:對板材厚度的最低要求為螺柱直徑的1/8
本次實驗的板材厚度均已滿足基本要求。
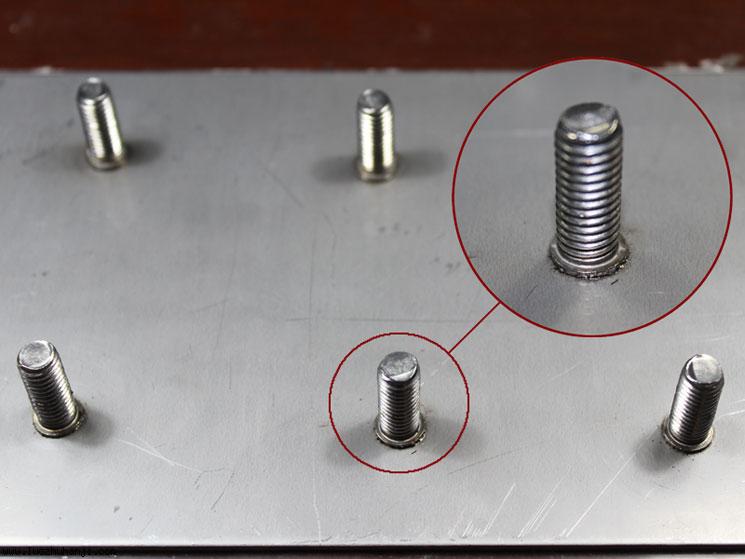
正面效果,焊接處周圍板材表面無明顯破壞痕跡;
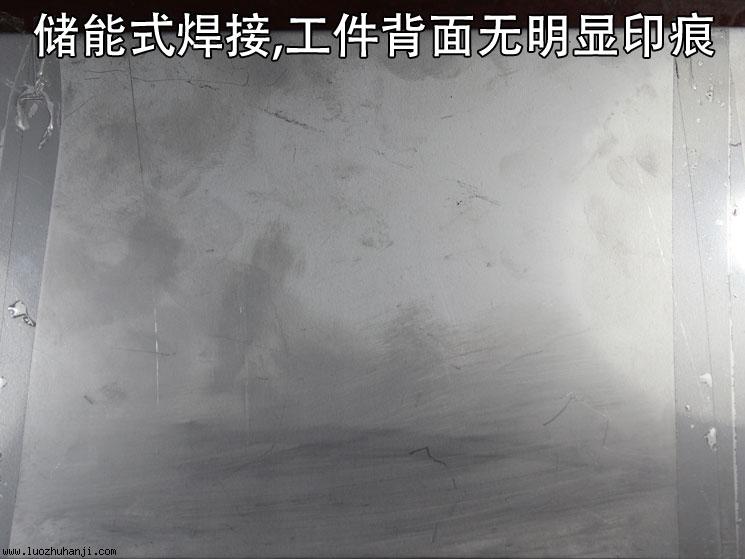
板材背面,無明顯印痕。
正面效果,焊接處周圍發黑,無法擦除;
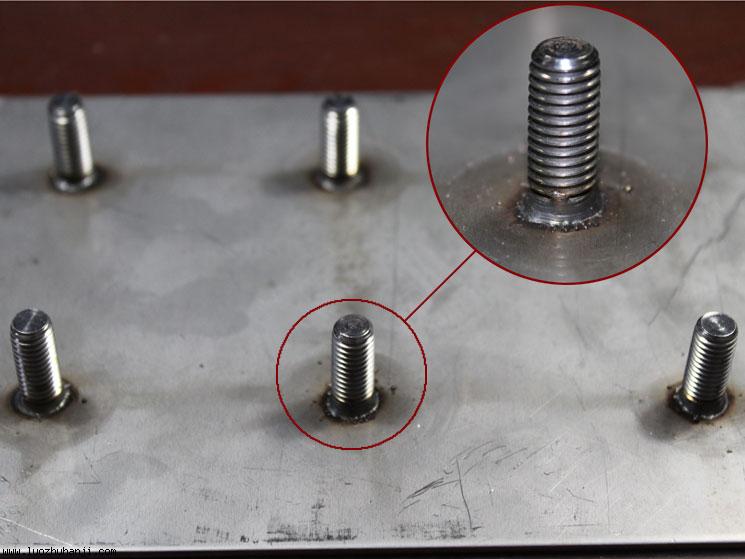
背面效果,發黑,無法擦除,并且板材有一定變形(照片上不易體現,實際目測明顯)。

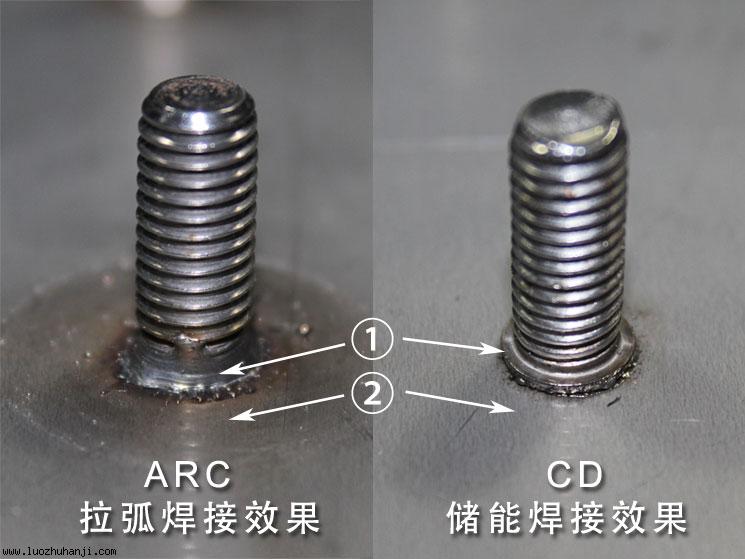
| 區別 | 拉弧式短周期螺柱焊 | 儲能式螺柱焊 |
| 焊接時間: | 80 ms | 3 ms |
| 法蘭: | 完全熔化 | 沒有熔化 |
| 焊接印痕: | 表面燒黑,并有一定變形(這種燒黑是穿透性的,無法通過擦拭去除) | 沒有明顯燒黑痕跡,沒有明顯變形(雖然在焊接完成后表面可能有一些黑痕跡,但只是附著在板材表面,很容易擦除) |
雖然拉弧式螺柱焊在薄板焊接時印痕較大,一般情況下我們不推薦在薄板上使用拉弧焊接,但并非全部是這樣。
某些行業對焊接強度要求非常高,但對表面要求不高,或在焊接后需進行二次加工的場合,例如汽車工業,航天、軍事工業,特殊鋼結構行業等,也可采用在薄板上進行拉弧式短周期焊接。
一般行業在薄板焊接時采用儲能式焊接已能完全滿足要求(當然,如果螺柱焊機本次品質不過關的情況就另當別論了)
推薦:

滬ICP備09015003號-15 CopyRight ? 2008-2022 上海悅仕焊接技術有限公司 版權所有  滬公網安備 31011502003705號
滬公網安備 31011502003705號